精度:ht250
硬度:hb170-240
要如何根据具体用途选择合适的地平铁呢?
地平铁设备点检:当班前对地平铁浇包对检查与维护,对行车及其所使用的钢丝绳和吊钩进行点检,测温,浇注,随流孕温度合适后,开定时器,浇注,浇注过程加随流孕育剂,每箱浇注时间约18秒至30秒,地平铁大包总浇注时间不大于10分钟,每箱间为10至15秒。打浇口杯前观察浇口杯内固化的铁液颜色,发至暗红时打掉浇口杯,浇注第7箱时打箱的浇口杯。将地平铁浇口杯挑离至存放平车中,将杯内铁块快打离浇口杯本体,趁浇口杯本体较热时,覆砂,准备下一次浇注使用。地平铁设备点检:当班前对该工序所要求的开箱机,捅箱机,风镐,水冷循环系统,红外测温等设备进行检查,及时发除故障,检查轨道及捅箱机处螺帽是否松动,若有松动,对其进行拧紧,开箱,毛坯转运,待1件毛坯浇注完后,将打掉地平铁浇口铁型,卸掉箱卡,推移铁型至捅箱机前,待定时器响后,开箱,将捅箱机的顶杆对准铁型的射砂孔,捅箱,落砂,用转移小车坯冷区,每包次毛坯摆放整齐。将落砂后的铁型推移至清理工序,清理箱内的残余废砂,射砂孔内不允许有残余废砂,铁型覆砂面处的铁净,平整。将清理残砂后的铁型推移至冷工序,地平铁喷水冷后的铁型须测温,符合工艺要求的温度后推序。
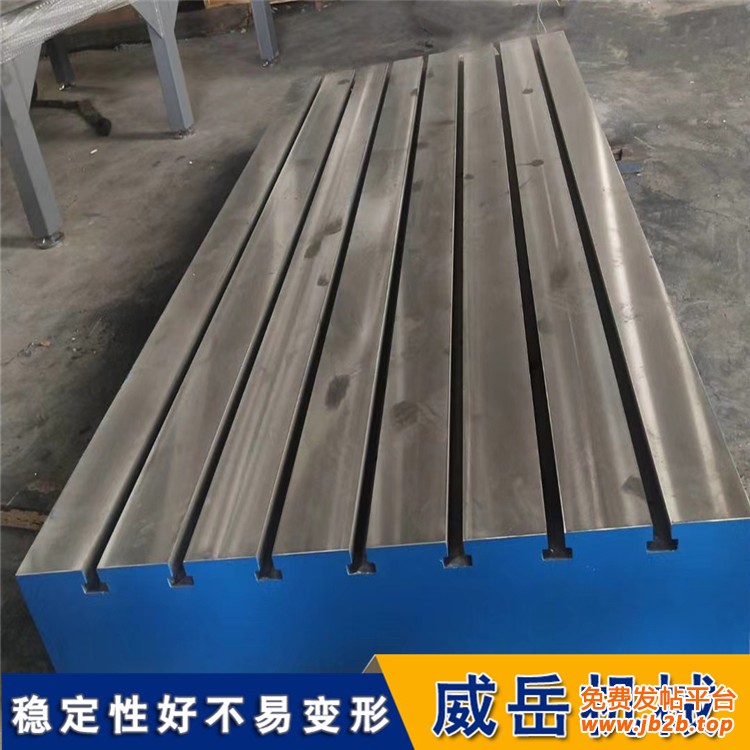
地平铁要求载重量1000Kg,工作面规格2500×1000mm;数量1件。地平铁材质为铸铁HT200-300,地平铁工作面硬度为HB170—240.划线平板按《铸铁平板》200标准设计、加工和生产;精度等级按要求2级制作;工作面平面度公差不大于0.064mm; 地平铁表面粗糙度Ra允许值为5μm。要求工作台面厚度30mm;平台总高度200mm,地平铁侧围厚度、底面筋板的厚度、高度和密度按有关标准和载重要求设计;划线平板工作面不得有严重影响外观和使用性能的砂孔,气孔,裂纹,夹渣,缩松,划痕、碰伤、绣点等问题,整个200标准验收。
造型压力提高后,地平铁外模喷酒精涂料已纳入工艺,同时强化对操作人员的培训,保证操作质量,将2砂芯整体刷水基涂证,发现铸件内腔粘砂虽然解决,但地平铁气孔废品率增加明显,因此采用刷涂的方法不可行。结构一定程度上决定了铸件的浇注系统,已在模具验证中验证。降低型砂、砂芯发气量。因车间型地平铁砂煤粉含量不没有降低空间。而对于砂芯,通过将地平铁制芯固化时间延长10S,固化温度提高10℃,使砂芯能较好的固化,因砂芯涂料由砂芯余干,不能确保涂料完全烘干,而1砂芯结构简单,一方面将刷涂后芯进行回火,同时为避免地平铁砂芯回火过程中二次固化变形温度设置为180℃。另外,地平铁砂芯制芯后不刷涂,待冷后整体浸涂回火烘干,验证结果显示,内外同时粘砂的情况基本返抛率降至10左右。
通过上述验证,可确定,造型压力、浇注温度、地平铁砂芯固化程度及砂芯发气量是影响地平铁粘砂的关键因素,而其操作性低或效果不明显可以放弃,通过对关键因素的改进,使地平铁粘砂报废问题得到解决。
联系人威岳机械谢女士15350773479